載入中……
[供應]萬向節裝配線耳孔兩端軸承自動鉚接機
- 產品產地:合肥
- 產品品牌:合肥百川
- 包裝規格:BC-2
- 產品數量:2
- 計量單位:臺
- 產品單價:25
- 更新日期:2024-08-29 18:33:16
- 有效期至:2025-08-29
-
-
- 收藏此信息
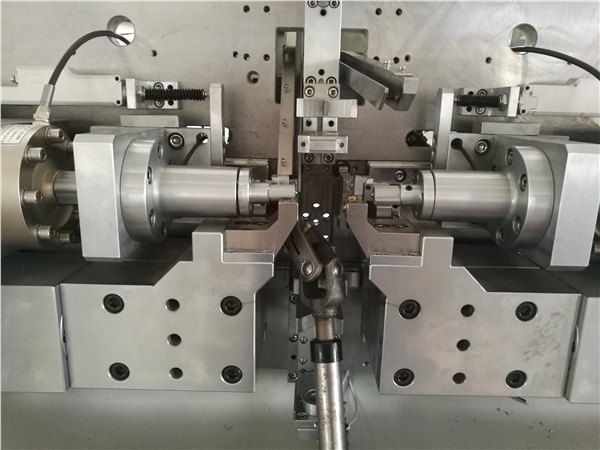
萬向節裝配線耳孔兩端軸承自動鉚接機
詳細信息
裝配工藝說明:
1、人工將短節叉與預裝好的花鍵軸連接并放入定位夾具中;
2、將壓緊短柱放到鎖緊叉上;
3、啟動開關,內撐夾具先向內移動,壓緊裝置下壓,內撐夾具再向外移動,將鎖緊叉撐緊(通過位移傳感器判斷位置);
4、左右分料機構將軸承從滑道上分別推送到壓裝位置;料時通過傳感器檢測軸承正反,當軸承進料方向錯誤時,分料氣缸排除軸承。
5、壓裝機構將軸承壓裝到節叉內,當壓頭接觸到節叉面時停止;
6、內撐夾具自動調整位置,修正焊接叉與十字叉對稱度(通過位移傳感器檢測);
7、壓裝機構將軸承鉚壓裝到焊接叉內,位移傳感器實時檢測軸承凹面圓孔的變形量,當圓孔的變形量
同類型其他產品
免責聲明:所展示的信息由企業自行提供,內容的真實性、和合法性由發布企業負責,浙江民營企業網對此不承擔任何保證責任。
友情提醒:普通會員信息未經我們人工認證,為了保障您的利益,建議優先選擇浙商通會員。